在成都市大邑縣西街小學的校園內(nèi),一座現(xiàn)代化的溫室大棚不僅是一道亮麗的風景線,更是一個充滿科技感的綜合性實踐教育基地。這里部署的“校園大棚溫室氣候與土壤環(huán)境監(jiān)測系統(tǒng)”,將前沿的環(huán)境監(jiān)測技術融入日常教學與勞動實踐,為學生們開啟了一扇通向智慧農(nóng)業(yè)與生態(tài)科學的大門。該系統(tǒng)通過實時、精準的數(shù)據(jù)采集與分析,讓抽象的科學知識變得觸手可及,生動具體。
一、 系統(tǒng)構成與核心功能
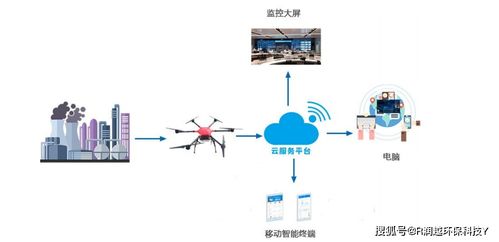
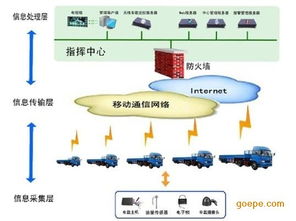
該系統(tǒng)是一個集成化的物聯(lián)網(wǎng)監(jiān)測平臺,主要包含以下幾個核心部分:
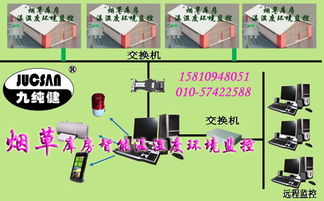
- 氣候環(huán)境監(jiān)測模塊:在溫室內(nèi)外關鍵點位部署傳感器,實時監(jiān)測空氣溫度、空氣濕度、光照強度、二氧化碳濃度等關鍵氣象參數(shù)。數(shù)據(jù)通過無線網(wǎng)絡傳輸至中央處理器和云端平臺,形成動態(tài)變化曲線,幫助學生直觀理解植物生長的氣候需求。
- 土壤環(huán)境監(jiān)測模塊:通過埋設在種植區(qū)的探針,持續(xù)監(jiān)測土壤溫度、土壤濕度、土壤酸堿度(pH值)以及土壤電導率(反映養(yǎng)分含量)。這些數(shù)據(jù)是科學灌溉與精準施肥的直接依據(jù),讓學生在實踐中掌握“看數(shù)據(jù)種地”的現(xiàn)代農(nóng)業(yè)理念。
- 數(shù)據(jù)可視化與交互平臺:監(jiān)測數(shù)據(jù)通過教室內(nèi)的電子大屏、校園網(wǎng)站或?qū)S肁PP進行實時展示。系統(tǒng)界面設計友好,支持歷史數(shù)據(jù)查詢、對比分析和異常報警。學生可以像查看天氣預報一樣,隨時了解“大棚小氣候”的狀況。
- 聯(lián)動控制與擴展接口(可選):部分先進系統(tǒng)可與自動卷簾、滴灌、補光、通風等設備聯(lián)動,根據(jù)預設閾值自動調(diào)節(jié)環(huán)境,初步實現(xiàn)自動化管理,并為學生進行編程與控制實驗提供了硬件基礎。
二、 教育價值與實踐意義
大邑西街小學引入此系統(tǒng),其意義遠超出單純的設備升級,它深刻地改變了學生的學習模式與實踐體驗。
- 跨學科融合的實踐課堂:系統(tǒng)將科學、信息技術、數(shù)學、勞動等學科知識無縫銜接。學生需要運用數(shù)學知識分析數(shù)據(jù)圖表,用科學原理解釋環(huán)境與生長的關系,用信息技術手段處理數(shù)據(jù),并在勞動中驗證理論。
- 培養(yǎng)科學探究與數(shù)據(jù)分析能力:學生可以圍繞監(jiān)測數(shù)據(jù)設計對比實驗,例如“不同光照強度對生菜生長的影響”、“土壤濕度與番茄產(chǎn)量的關系”等。他們從被動接收知識轉變?yōu)橹鲃犹剿鞯难芯空撸茖W思維與數(shù)據(jù)分析能力得到實質(zhì)性鍛煉。
- 深化生態(tài)與環(huán)保意識:通過實時監(jiān)測,學生能切身感受到環(huán)境因子對生命體的細微影響,理解生態(tài)平衡的重要性。精準管控也減少了水肥資源的浪費,在實踐中植入了可持續(xù)發(fā)展的理念。
- 鏈接鄉(xiāng)土與現(xiàn)代農(nóng)業(yè):大邑縣是農(nóng)業(yè)大縣,該系統(tǒng)讓學生從小接觸并理解家鄉(xiāng)農(nóng)業(yè)的科技轉型方向,將熱愛家鄉(xiāng)的情感與面向未來的視野相結合,可能孕育出未來農(nóng)業(yè)科技人才的早期興趣。
三、 運行管理與未來展望
系統(tǒng)的有效運行依賴于學校周密的組織。通常由科學教師或信息技術教師牽頭,成立學生興趣社團或項目小組,負責日常數(shù)據(jù)記錄、設備維護和課題研究。學校可以圍繞系統(tǒng)開發(fā)校本課程,編寫實踐手冊,并定期舉辦“豐收節(jié)”、“數(shù)據(jù)報告會”等活動,展示學習成果。
該系統(tǒng)還可以進一步與氣象站數(shù)據(jù)、衛(wèi)星遙感信息進行聯(lián)動,拓展觀測維度;或引入人工智能圖像識別技術,自動監(jiān)測病蟲害與植物生長狀態(tài)。它有望成為區(qū)域性的校園農(nóng)業(yè)科技示范點,與其他學校分享經(jīng)驗與數(shù)據(jù),共同推動教育創(chuàng)新。
總而言之,成都市大邑西街小學的校園大棚環(huán)境監(jiān)測系統(tǒng),是一個“小而精”的智慧教育載體。它讓冰冷的傳感器變成了有溫度的教學工具,讓傳統(tǒng)的種植大棚升級為孕育創(chuàng)新思維的科技苗圃,充分體現(xiàn)了在基礎教育階段融合科技、實踐與人文的先進教育理念,為培養(yǎng)適應未來社會發(fā)展的綜合型人才提供了寶貴的“西街經(jīng)驗”。